






難しい加工と無料CAD-CAMの活用【R&Dプロジェクト部】
投稿日時 : 2020/10/18
 201710
201710
あとちょっとのところで、材料が折れました。
「歯周病の歯の歯石取りをしていて、歯が折れる感じかな?」と部員に共感を求めても
全く反応がありませんでした。(まだ20年以上先の話ですよね)
加工機は中村留精密工業株式会社製 SC-200です。
1月の技能検定受検者15人の指導期間中で込み合っているため、機械が使える時間が限られている状態です。

できた?ものがこちら。どこかの遺跡の発掘品???右端の折れた跡が痛々しい。
左右対称の部品のはずなのに、左側がやけにやせ細っている(振動でぶつかって細く削れてしまっている)。
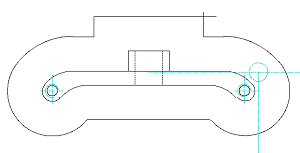
今回作成しているのはCameraClassマイコンカーの「カメラブラケット」です。
右側の水色の〇はYZ座標の原点になります。周りの線は工具の軌跡で、その軌跡の中が部品の形になります。
図は天地が逆で、左右の穴はカメラ基板の取付のねじ穴、中央の部分はこの部品を固定するパイプが
取りつくところです。
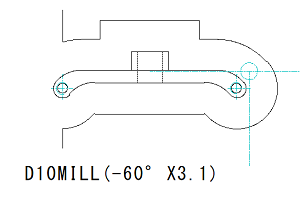
工具経路を変更してみました。根元の加工をやめました。
使用しているCADはJW-CAD(建築の多くの設計事務所さんご愛用の、無料で仕事でもつかえるCADソフト)です。
顧問の私が工具店にカーポートの製作を依頼した時もこれを使って建物や敷地ギリギリまで柱を張り出させたり、
家に張りついているエアコン室外機との干渉を回避する提案をする際にもこれを愛用しましたので、皆さんもご利用ください。
(施工の予定図をメールしてもらい、それに対し修正して返信するというやり取りをしました)
ここからはCAMソフトを使って、CAD図面からGコード(加工用のプログラム)を自動生成する方法をご紹介します。
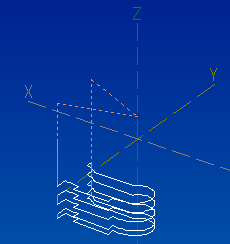
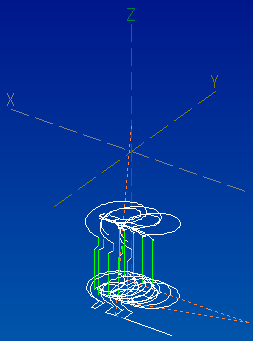
さきほどのCAD図面を「NCVC」というソフトにかけてGコード(工作機械用のコード)を自動生成します。
その自動生成されたプログラムを図で示したものがこれになります。2次元から3次元になりましたね。
途中の設定はこれです。他は何もしていません(JW-CADのプラグインをインストールした程度)
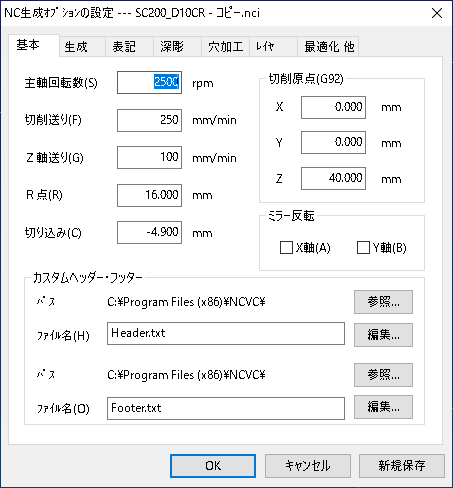
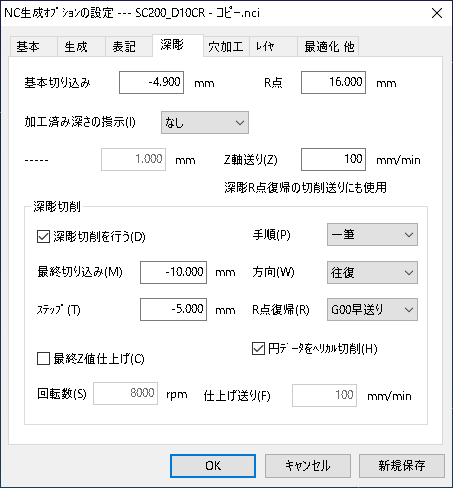
専門用語ばかりです。新しい言語を習得するつもりで慣れてください。
そもそもこの投稿の文章も「違う言語感」がありますね。「古文」じゃなく、「新文」??
一時期「わかりやすい授業」というのも流行っていましたが、「わかりやすい先生」から、
就職してからの「熟練のおじさん、おばさん」とのギャップが大変なので、
「おじさん、おばさん言語」に慣れてもらう指導も取り入れています。
冒頭の意味不明な会話にも対応できるスキルの育成という、ネライもあります?
また、このように「脱線」した場合に「相手のプライドを傷つけずにもとに戻るよう誘導する」力も育成されます??
「NCVC」は舞鶴工業高等専門学校教育研究支援センターの眞柄賢一氏が作成したフリー(無料)のCAMソフトです。
この状態ではマシニングセンタやNCフライス盤でおなじみの、XY平面上で描かれてしまいます。
これをワードパッド(windowsの「アクセサリ」に付いているソフト)で編集(文字の置換)をかけます。
置換する目的は、マシニングセンタはXY平面上、NC旋盤はYZ平面上に動くからで、NCVCはXY平面のみ対応しているからです。
①「Z」を「TEMPORARY]に置換(TEMPORARY←「仮置きする文字」で、これはプログラムではありません)
②「X」を「Z」に置換
③「TEMPORARY」を「X」に置換
④「K」を「TEMPORARY」に置換(I J K は円弧加工の中心を示す座標系です)
⑤「I」を「K」に置換
⑥「TEMPORARY」を「I」に置換
⑦「G02」を「G3」に置換(G02やG2は右回りの円弧加工、G03やG3は左回りの円弧加工」
⑧「G03」を「G2」に置換(G02とG2は同じ意味で、NCVCはG02を使っているのでG2に置換すればTEMPORARYに仮置きすることを省略できます)
あ、失敗しました。
G02(G2)やG03(G3)の円弧加工は「どの平面上に右回転、左回転するか」の指示が曖昧でした。
G17はXY平面、G18はXZ平面、G19はYZ平面を示すので、今回は「G19」と事前に宣言しなければなりません。
(この状態ではG17のXY平面上に円弧加工をしているのがわかりますか?)
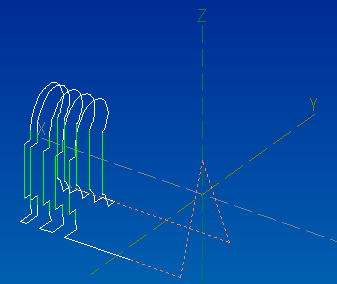
できました。上方向が実際の機械の右方向(Z座標)となります。
ここから生成されたGコードの必要な部分をコピペして、実加工のプログラムを完成させます。

改良してできたものがこちら。
・・・・材料はおれなくなった(ニッパーで切った)けど、遺跡の発掘品の感じは否めません。
0.001mm単位で加工でき、自動車メーカの部品を0.02mm程度の精度で大量生産できる加工機なのにこの出来か???
つまり、まだ固定の剛性不足ですね。加工機は悪くない。工順を指示している我々が悪い。
私たちは0.05mmくらいで十分(肌の荒さも)なので、振動した時の振幅も
せめて0.05mmくらいになるように剛性を考慮しなければいけませんね。
(「髪の毛半分の幅くらいで振動している感じに見える」といったところでしょうか。)
【まとめ】
・工順が大切。CAMソフトが使えても加工は成功しない(絵に描いた餅)。
・手打ちでプログラムを作ると数時間かかります。(あまり複雑だと数千行のプログラムになり、事実上不可能)
・高価なCAMソフトを使うとお金がかかります。
(最近は剛性を考慮した加工ができるCAMソフトもありますが、
今回のような多面加工の場合は、まだ人間が方針を決めてチューニングする必要性は十分にあります)
・数学ができると、時間とお金をかけずにできます。みなさん、数学を頑張りましょう(これがオチ???)
お知らせ





カウンタ
9
0
4
5
1
5
8
学校の所在
〒920-3114
石川県金沢市吉原町ワ21番地
石川県金沢市吉原町ワ21番地