






工業系列(機械・電気)




工業系列(機械・電気)の特色
機械と電気の専門的な技能を共に身に付けることができます
(科のくくりの少ない「総合学科工業系列」の強みとなっています)
★ 機械加工実習室にエアコン設置(予定) ★
【工業系列(機械・電気)】(令和7年度 2学年36名、3学年45名)
機械・電気に関する基礎的な知識や技術を身につけ、工業生産に対する
理解を深めるため、体験的・実践的学習を重視し、物作りの楽しさを味わう
資格取得など工業系など理系の進学、就職に対応する
【令和6年度 取得資格実績】
★ 技能検定2級 合格 3名(普通旋盤)
★ 技能検定3級 合格 81名(普通旋盤、数値制御旋盤、
機械検査、シーケンス制御)
前期技能競技大会(高校生部門)で
普通旋盤 1位・2位・3位(本校が表彰台独占!)
シーケンス制御 2位
数値制御旋盤 3位
後期技能競技大会で
普通旋盤 1位・3位
★第一種電気工事士 合格 14名
★第二種電気工事士 合格 18名(上期3年生1名、下期2年生17名)
【取得資格実績】
(その年度の合格者を示します)
| R3 | R4 | R5 | R6 | |
| 工事担任者 DD第3種 | ||||
| 消防設備士乙種第7類 | ||||
| 第一種電気工事士 | 9 | 7 | 18 |
14 |
| 第二種電気工事士 |
22 |
24 |
15 |
18 |
| 技能検定2級(普通旋盤作業) | 3 | 1 | 3 | |
| 技能検定2級(数値制御旋盤作業) | 1 | |||
| 技能検定2級(フライス盤作業) | ||||
| 技能検定2級(シーケンス制御作業) | ||||
| 技能検定3級(普通旋盤作業) | 20 | 10 | 30 | 29 |
| 技能検定3級(数値制御旋盤作業) | 12 | 16 | 11 | 16 |
| 技能検定3級(マシニングセンタ作業) | ||||
| 技能検定3級(フライス盤作業) | ||||
| 技能検定3級(シーケンス制御作業) | 17 | 5 | 21 | 15 |
| 技能検定3級(機械検査作業) | 13 | 6 | 37 | 21 |
| JIS半自動溶接技能者SA-2F | ||||
| 危険物取扱者(乙種第4類) | 2 | 4 | 1 | 4 |
| 第一級陸上特殊無線技士 | ||||
| 第二級陸上特殊無線技士 | 13 | 5 | 8 | 9 |
| 第二級海上特殊無線技士 | 1 | 1 | 3 | |
| 航空特殊無線技士 | 8 | 2 | 1 | |
| 1級計算技術検定 | ||||
| 2級計算技術検定 | ||||
| 3級計算技術検定 | 51 | 45 | 47 | 44 |
| 基礎製図検定 | 28 | 21 | 29 | 30 |
| 機械製図検定 | 35 | 29 | 25 | 43 |
| アーク溶接特別教育修了 | 40 | 45 | 53 | 43 |
※石川労働局長登録教習機関第34号(ガス溶接技能講習) 登録期間満了日:令和11年3月30日
*将来の進路
【進学(上級学校)】
工業大学工学部・職業訓練短期大学・自動車短期大学・工業系専門学校
工業大学工学部・職業訓練短期大学・自動車短期大学・工業系専門学校
【就職100%】 堅実な就職実績
全職種(機械・電気等)、国家・地方公務員
工業系列(機械・電気)日誌
工業系列(機械・電気) 日誌
ブレッドボードで回路づくり【工業系列】
投稿日時 : 12/16
 HK043
HK043
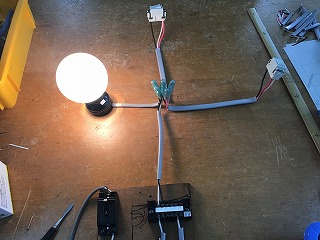
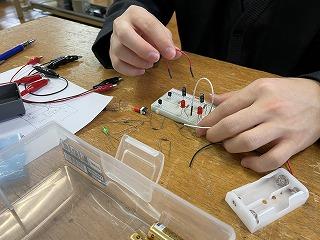
工業系列3年生 実習の授業で「ブレッドボード」による回路づくりを
行いました。
ブレッドボードでは、はんだづけをすることなく自由に電子回路を作る
ことができます。
今回は「無安定(非安定)マルチバイブレータ」を作ってみました。
きちんと動作させることができるでしょうか?
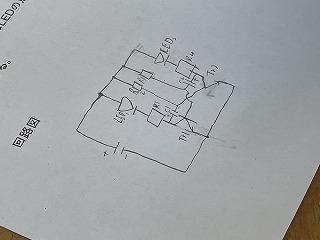
レポートに描いた回路図です パズル感覚で作ってみましょう
トランジスタの足には要注意です!
0
ものづくりマイスターによる技術指導・MC【工業系列】
投稿日時 : 12/10
HK043
本校のMC(マシニングセンター)について、厚生労働省のものづくり
マイスターにお越しいただき、技能検定3級の内容を中心とした技術指導を
受けています。
マシニングセンターはNC旋盤と同じく数値制御(プログラムの命令に従って
材料を加工する)工作機械です。
NC旋盤は材料を回転させて切削するのに対して、マシニングセンターは
材料を固定し、穴あけやミゾ加工などを行うことができます。

ものづくりマイスターの横山さんです。 マシニングセンターの内部の様子
よろしくお願いします!


指定したい場所に工具をセットする方法を 取り付け方法は適切かな?
習います。

0
はんだづけの作業【工業系列】
投稿日時 : 12/09
HK043
3年生工業系列の実習で、はんだづけに挑戦してみました。
はんだづけとは、電子パーツと電線などを「はんだごて」で熱して、
そこに「はんだ」を溶かし込んで両者の隙間を埋めて接合する
技術です。(溶接とは少し違います)
今回は電線とみのむしクリップをはんだづけしてリード線を
作ってみました。
メンバーは、はんだづけは中学校以来とのこと!
さあ、うまくできるでしょうか?
二人ペアで協働作業です! みのむしクリップは金属でできた洗濯ばさみの
「ちょっと!揺らすなま、ちゃんと持っとれや!」 ような構造です。
「そっちこそ早ぉつけてくれや!」 しっかり加熱する必要があります。
0
技能検定 普通旋盤3級合格をめざして【工業系列】
投稿日時 : 12/05
HK043
工業系列2年生の生徒が、技能検定 普通旋盤作業3級の合格をめざして
日夜練習に励んでいます。
部活動との兼ね合いも調整しつつ、放課後夜遅くまで自発的に残って
練習を重ねています。

実習室は、まるで工場です! ものづくりマイスターの井崎さんにも
遅くまでかかっても、みんな完成をめざして 指導を受けています
頑張っています!

実技試験は20日(土)と27日(土)の二日に分けて
本校で行われます。
練習で下校が遅くなることもあり、保護者の皆様にはご心配と
ご迷惑をおかけしておりますが、なにとぞお子様へのご支援のほど
よろしくお願いします。
0
航空特殊無線技士 免許交付式【工業系列】
投稿日時 : 12/04
HK043
10月に行われた「航空特殊無線技士 国家試験」において、
本校工業系列の3年生1名が合格しました!
(この試験には筆記試験に加えて通信術の実技試験があります!)
その免許証ができあがってきましたので、交付式を行いました。
校長先生から免許証と、お祝いのお言葉を
いただきました!おめでとう!

0
金沢市高校生技能士表彰式
11月27日(木)に技能検定2級合格者に対して、金沢市役所で金沢市長より表彰を行っていただきました。技能検定2級は高校生にとって難関資格です。今回旋盤2級に4名合格しました。地元企業で就職する生徒も多く、このがんばりで春からの進路に向けてより活躍してくれることでしょう。





0
電気計測の実習【工業系列】
投稿日時 : 11/13
HK043
工業系列3年生 実習の授業です
今回は「電気計測」の様子をご紹介します

電圧計・電流計を使って「オームの法則」が 操作する人、数値を読む人、記録する人と、
理論通りになっているか確認しました 班ごとに協力して行います
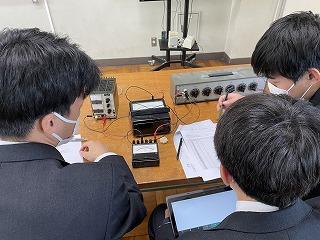
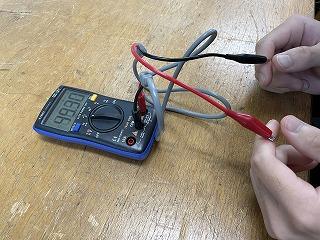
デジタルマルチメーターで、人体の抵抗を
計測してみました
人体は電気を通すんですねえ~!
0
シーケンス制御【工業系列】
投稿日時 : 11/13
HK043
工業系列 実習の授業の様子です
今回は「シーケンス制御」の実習です
シーケンス制御とは、ある動作によって順次に機器を作動させていく
電気機器制御のことです
たとえば、
ボタンを押す → 1秒後にコンベアが動く → パレットが右端に到着したら停止
というような感じです
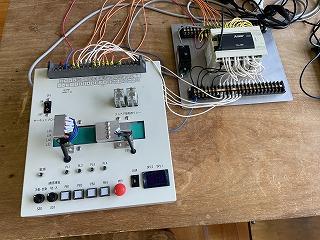
実習では環境開発ソフトで回路図(ラダー図)を作り、シーケンサーに
データを送って、専用機器を動作させます
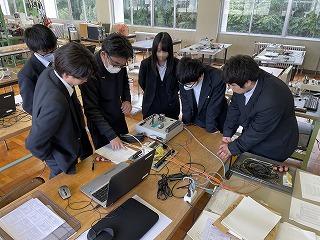
シーケンサーと機器を配線します 指示どおり動作させるためのラダー図です
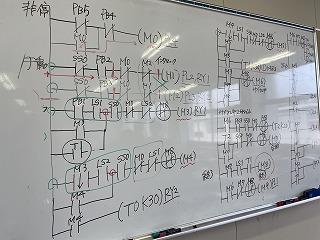
専用機器(左) シーケンサーボード(右)
0
二級技能士 合格証書授与式【工業系列】
投稿日時 : 11/11
HK043
前期技能検定 機械加工部門 普通旋盤作業2級の国家検定にて、
本校工業系列の3年生4名が合格しました!
その合格証書が届きましたので、授与式を行いました。

校長先生からひとりひとりに合格証書と 校長先生から祝福のお言葉もいただき
技能士章(銀色のバッジ)を手渡して ました
いただきました
みんな揃って、はいパチリ☆
2級の技能検定は3級よりも加工工程が多いうえに、より緻密な
作業が要求されます
試験は8月に行われましたが、メンバーは暑い中でも実技練習を
毎日毎日繰り返してきました
自信をもって今後の生活を豊かにしていってほしいです!
不撓不屈の若人たちよ、おめでとう!
0
特殊無線技士 免許交付式【工業系列】
投稿日時 : 09/24
HK043
7月に行われた「第2級陸上特殊無線技士 国家試験」において、
本校工業系列の3年生4名が合格しました!
この資格では「産業用ドローン」を扱うこともできます。
(第3級陸上特殊無線技士から可能ですが、本校ではより上級の
2級に毎回チャレンジしています)
その免許証ができあがってきましたので、交付式を行いました。

校長先生を通じて免許を受け取りました 校長先生から激励のお言葉を頂きました
大会に参加していた生徒は別の日に免許を
受け取りました

0
お知らせ





カウンタ
9
0
4
3
7
8
7
学校の所在
〒920-3114
石川県金沢市吉原町ワ21番地
石川県金沢市吉原町ワ21番地