






工業系列(機械・電気)日誌
工業系列(機械・電気) 日誌
電気工事士 合格に向けて
投稿日時 : 2022/12/09
 HK043
HK043
工業系列の2年生が12月25日(日・予定)の第二種電気工事士試験に向けて、
実技試験の練習に励んでいます

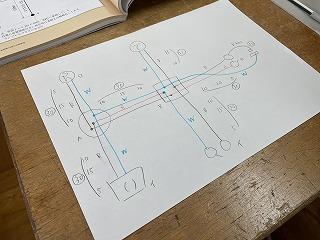
集中して課題に取り組む「不撓不屈」の若人たち 生徒直筆の複線図です。実技試験は単線図を
制限時間内に、正確に完成させよう! 元に複線図が書けないと始まりません。
(単線図から作る猛者もいるかもですが・・・)
自分が見てわかる複線図を描きましょう!

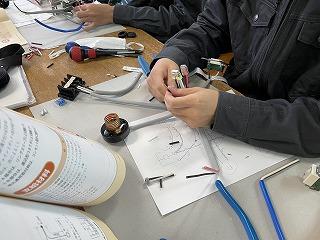
リングスリーブで電線を圧着している様子 もう少しで完成です。提出するときも図面に
刻印の選択は正しいかな? 合わせた形に整えましょう
放課後の練習で帰宅が遅くなることもあるかと思いますが、保護者の皆様に
おかれましてはお子様へのご支援をよろしくお願いします。
楽しいクリスマスを迎えられるよう、みんな集中して頑張ろう!!
0
特殊無線技士 免許交付式(工業系列)
投稿日時 : 2022/10/21
HK043
第2級陸上特殊無線技士 国家試験に、本校から3名の生徒が合格しました!
免許申請をして免許ができあがってきましたので、その交付式を
行いました。これでみなさん、産業用ドローンの操作ができますね!
(産業用ドローンは第3級陸上で操作できますが、本校では
より上位の資格を取得しています)

髙倉校長から免許証を手渡していただきました
髙倉校長からは「資格取得に向けての勉強は人生を
豊かにしてくれる」と、今後も変わらぬ挑戦に向けて
エールを頂きました。
0
金沢市高校生技能士表彰式(工業系列)
投稿日時 : 2022/10/21
HK043
10月19日(水) 金沢市役所にて「金沢市高校生技能士表彰式」が
行われ、本校からは工業系列3年生の宮腰英流くん、小松﨑拓翔くん、中野智晴くんの
3名が表彰を受けました。
3名は今年度前期の技能検定で2級技能士(普通旋盤)に合格しました。
夏の暑い日も根気強く練習を重ねた成果が出ましたね!おめでとう!


受賞する宮腰くん 同じく中野くん


同じく小松﨑くん 懇談会にて、受賞者を称える村山市長
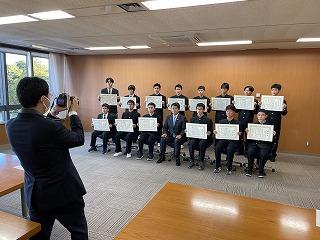
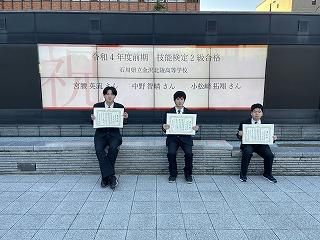
受賞者全員で記念撮影 金沢市役所前のデジタルサイネージにも
表示して頂きました!
資格や検定は「自らの将来を支えてくれる強力な武器」です!
積極的にチャレンジしましょう!
0
石川の技能まつり開会宣言【工業系列】
投稿日時 : 2022/10/17
 201909
201909
10月16日(日)に石川県産業展示館3号館にて「石川の技能まつり」が開催されました。
「石川の技能まつり」の開催にあたり、
今年度前期の技能検定3級合格者の中から特に優秀な成績を収めた2名が開会宣言者として選ばれています。
翠星高校の女子生徒と本校の辻谷拓巳(つじやたくみ)さんが今回その大役に選ばれました。。
石川の技能まつりの開会式、表彰式には、
優秀な成績を収められた受賞者の皆さんや、石川県知事の馳知事もご参列していました。
本番前はとても緊張していて、何度も2人で合わせて宣言できるよう練習を重ねていました。
そんな中で大役を任された本校の辻谷さんは堂々と開会宣言を行っていました。


今回の経験は彼らにとってもとても貴重な経験になったと思います。
また、今後も下級生たちが技能検定、勉強、部活動などに一生懸命取り組み、
今回の彼らのように頑張った結果が評価されたり、また違う経験につながるといいですね。
0
プラスワンサポートによる実技指導
投稿日時 : 2022/10/14
HK043
本校では「プラスワンサポート事業」の講師として井崎昭夫さんに
サポートいただいております。
2学期からは2年生の普通旋盤作業(3級技能検定)に向けた指導に
来てくださいます。
生徒の皆さんは大ベテランの知識や技能を大いに役立て、技能検定合格を
目指しましょう!

初めて旋盤を触る生徒に対して、丁寧に、
時には厳しく指導くださる井崎さん。
よろしくお願いします!
0
お知らせ





カウンタ
9
0
4
9
7
1
8
学校の所在
〒920-3114
石川県金沢市吉原町ワ21番地
石川県金沢市吉原町ワ21番地